Döner Tablalı Tel Kaynak Makinesi Otomasyonu
MEFA Endüstri A.Ş. de döner tablalı ve servo motorlu 2 farklı model tel kaynak makinesi otomasyonunu gerçekleştirdik. Döner Tablalı Tel Kaynak Makinesi Otomasyonu otomatik olarak seçilen programa göre omurga teli kaynatılır.
Colombo Filipetti döner tabla, pnomatik piston ve valfler.INA yataklar ve vidalı miller.
Makinada 6 istasyon olup startla birlikte
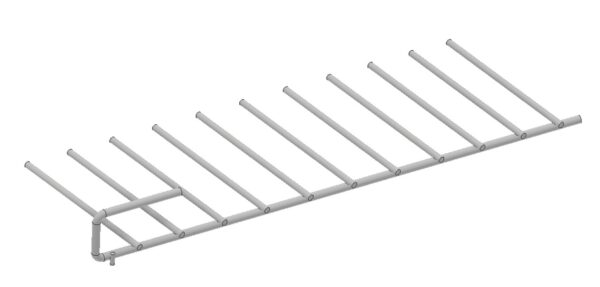
- İstasyonda omurga teli fikstüre düşürülür.
- İstasyonda servomotorlu taşıyıcı grup ile kısa teller fikstüre yerleştirilir.
- İstasyonda otomatik olarak seçilen programa göre omurga teli ,kısa tellere kaynatılır. Kaynak işlemi 4 adet 60 KVA kaynak trafosu yardımıyla 4 ayrı
noktada yapılır. - İstasyonda servomotorlar yardımıyla tel bükme işlemi yapılır.
- İstasyonda tel düzeltme işlemi yapılır.
- İstasyonda operatör biten parçayı alır.

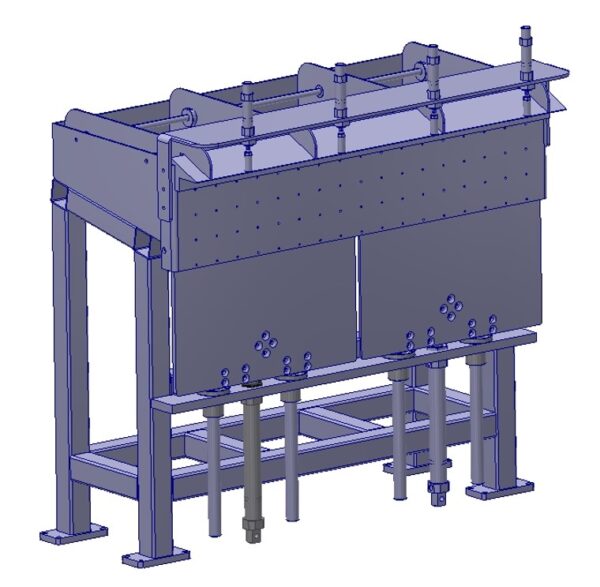
1. IST Omurga Teli Atma
- Prosesin başladığı istasyondur.
- Paslanmaz çelikten imalat edilmiş olun besleme ünitesi yer alan ürünler pnömatik silindir vasıtası ile düşürücü yola aktarılır.
- Pnömatik silindir ile tutulan ürün teli fikstür üzerine yerleştirilir.
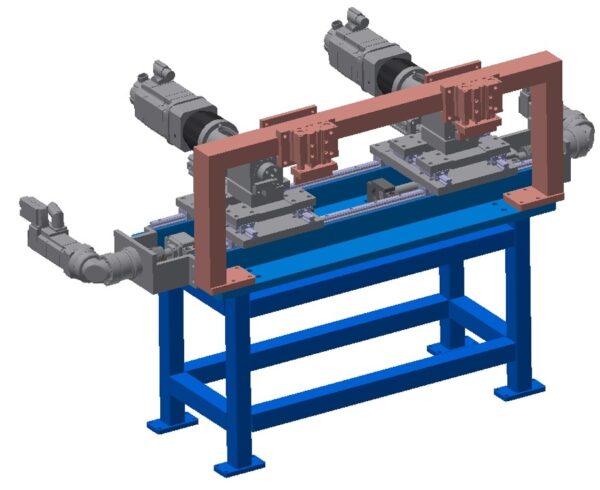
2. IST Kısa Tel Atma
- Modele göre kısa tellerin fikstüre yerleştirildiği istasyondur.
- İleri – Geri hareket servomotor; vidalı mil ve lineer araba takımı ile sağlanır.
- Karıştırıcı piston ile besleme ünitesindeki teller düşme kanalına dizilir.
- İtici piston ile teller fikstür üzerindeki kanallara düşürülür.

3. IST Tel Merkezleme
- Fikstür üzerindeki kısa tellerin merkezlendiği istasyondur.
- Kılavuz milli pnömatik piston ve paslanmaz lama ile teller fikstür üzerinde merkezlenir.
- Fikstür üzerindeki tellerin varlık/yokluk kontrolü de bu istasyonda yapılır.
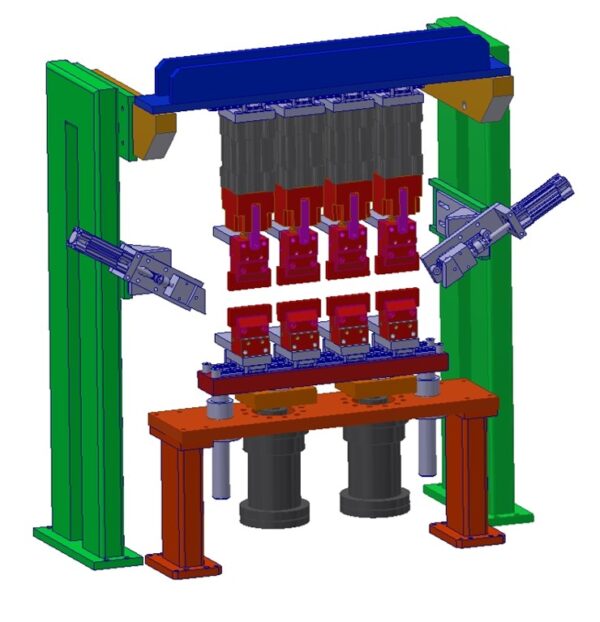
4. IST Kaynak
- Omurga teli ve kısa tellerin kaynatıldığı istasyondur.
- İstasyonda bulunan yan merkezleme pistonları ile 1. istasyonda fikstür üzerine bırakılan omurga teli merkezlenir.
- 4 Adet Ø80 pnömatik piston ile üst elektrod grubu ve hidrolik pistonlar ile alt elektrod grubu hareket ettirilir.
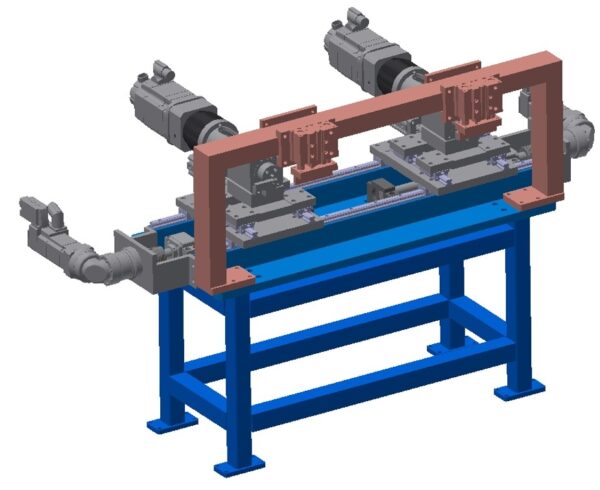
5. IST Tel Bükme
- İleri – geri hareket; Servomotor, vidalı mil ve lineer araba takımı ile sağlanır.
- Servomotor ile büküm yapılır.
- Kılavuz milli pnömatik piston ile üst baskı uygulanır.
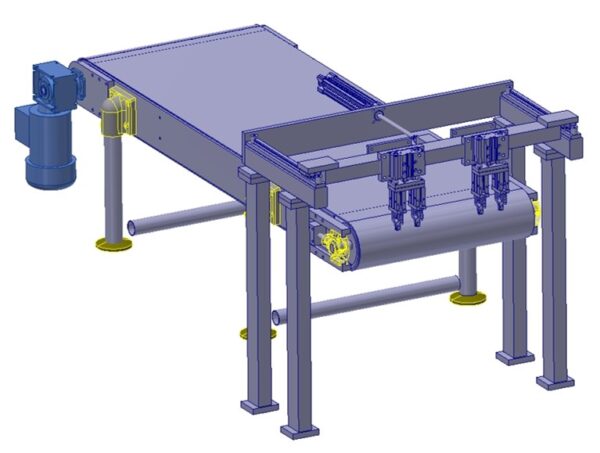
6.IST Ürün Çıkarma
- Kaynatılan ürünlerin fikstür üzerinden alınıp konveyör üzerine bırakıldığı istasyondur.
- Fikstür üzerine bırakılan ürün kılavuz milli pnömatik ve gripper ile fikstür üzerinden alınır ve konveyör üzerine bırakılır.
- Alma grubu pnömatik piston ve lineer araba takımı ile ileri – geri hareket etmektedir.
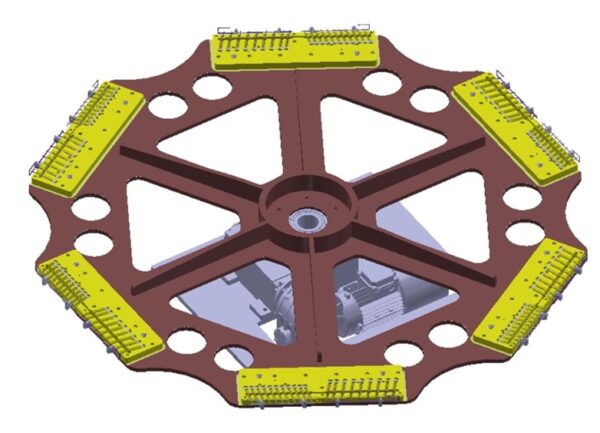
Döner Tabla
- Fikstürlerin yerleştirildiği ana gruptur.
- Colombo filipetti döner tabla ve kaynaklı çelik şaseden oluşmaktadır.
- Ürünlerin yerleştirilmesi için kestamid mıknatıslı fikstürler vardır.
Beyaz Eşya Tel Kaynak Makinesi Ürün